 Nederlands
Nederlands English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














Vandaag bespreken we hoe u de dikte kiest en de openingen ontwerpt bij het gebruik van SMT-stencils.
Selectie van SMT-stencildikte en diafragmaontwerp
Het beheersen van de hoeveelheid soldeerpasta tijdens het SMT-printproces is een van de kritische factoren bij de kwaliteitscontrole van het SMT-proces. De hoeveelheid soldeerpasta houdt rechtstreeks verband met de dikte van het sjabloonsjabloon en de vorm en grootte van de openingen (de snelheid van de rakel en de uitgeoefende druk hebben ook een zekere impact); de dikte van de sjabloon bepaalt de dikte van het soldeerpastapatroon (die in wezen hetzelfde zijn). Daarom kunt u, na het selecteren van de sjabloondikte, de verschillende soldeerpastavereisten van verschillende componenten compenseren door de openinggrootte op de juiste manier aan te passen.
De keuze van de sjabloondikte moet worden bepaald op basis van de montagedichtheid van de printplaat, de grootte van de componenten en de afstand tussen de pinnen (of soldeerballen). Over het algemeen hebben componenten met grotere pads en afstanden meer soldeerpasta nodig, en dus een dikkere sjabloon; omgekeerd vereisen componenten met kleinere pads en smallere tussenruimte (zoals QFP's en CSP's met smalle steek) minder soldeerpasta, en dus een dunnere sjabloon.
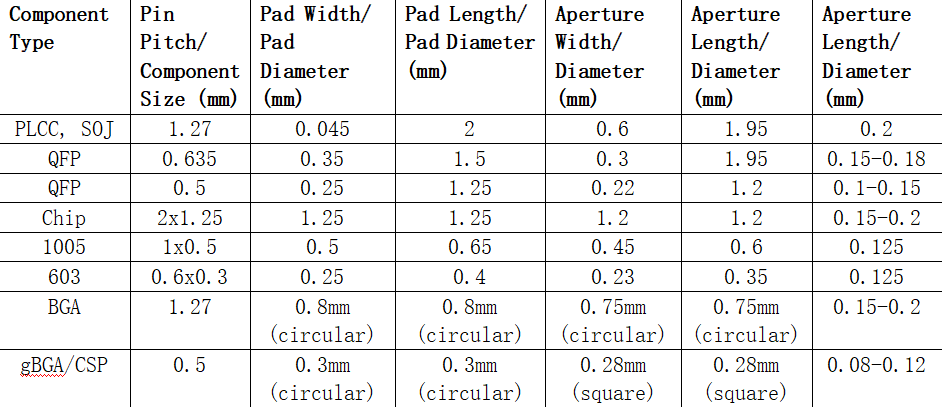
De ervaring heeft geleerd dat de hoeveelheid soldeerpasta op de pads van algemene SMT-componenten ongeveer 0,8 mg/mm moet zijn ² , en ongeveer 0,5 mg/mm ² voor componenten met een smalle steek. Te veel kan gemakkelijk leiden tot problemen zoals overmatig soldeerverbruik en soldeeroverbrugging, terwijl te weinig kan leiden tot onvoldoende soldeerverbruik en onvoldoende lassterkte. De tabel op de omslag biedt overeenkomstige ontwerpoplossingen voor openingen en stencilsjablonen voor verschillende componenten, die als referentie voor het ontwerp kunnen worden gebruikt.
Andere kennis over PCB SMT-stencil zullen we in de volgende nieuwe versie leren.
